摘 要:本文研究了橋梁鋼Q370q的雙絲埋弧焊焊接性���。通過匹配不同的焊絲以及不同的焊接工藝參數(shù),研究了橋梁鋼Q370q的微觀組織及力學(xué)性能���。研究表明���,Q370qD鋼用H10Mn2進(jìn)行雙絲埋弧焊焊接,焊縫的低溫韌性較低�����,但通過匹配優(yōu)選焊材(CJQ-4焊絲)進(jìn)行焊接���,低溫性能優(yōu)良�����。
關(guān)鍵詞:雙絲埋弧焊�;橋梁鋼Q370q��;焊接性���;低溫韌性��;力學(xué)性能
1.前言
近年來���,隨著鋼材冶煉技術(shù)的提高和焊接技術(shù)的進(jìn)步,鋼結(jié)構(gòu)工程日益向大型化��、高參數(shù)方向發(fā)展�,隨之使用的鋼材強度、厚度����,結(jié)構(gòu)的跨度等都在增加,以及以焊接為主的連接技術(shù)成熟�����,相應(yīng)的焊接工作量也逐漸增加����,在這個日益追求效率的社會,誰的生產(chǎn)效率越高���,學(xué)習(xí)和掌握新技術(shù)的能力越強�����,誰占有市場的份額和效益也就越高����,由此提高工效成了控制制造成本的最有效途徑。雙絲(多絲)埋弧自動焊在建筑鋼結(jié)構(gòu)�、重型機械、石油管道等領(lǐng)域的應(yīng)用十分廣泛����,特別是在石油天然氣管道中已使用 4 絲焊接,工藝很成熟����。但在橋梁鋼焊接中應(yīng)用還是空白,將雙絲埋弧焊接技術(shù)應(yīng)用在橋梁鋼Q370q拼接直縫的焊接中����,將會大幅提高焊接效率,因此�,開展采用雙絲埋弧焊接技術(shù)焊接橋梁鋼的試驗研究具有非常重要的現(xiàn)實意義。
九十年代初�,大橋局和武鋼聯(lián)合共同開發(fā)了大跨度鐵路橋梁用鋼14MnNbq(Q370q)。該鋼采用降碳加鈮合金超純凈的冶金方法�,保證了在屈服強度ReL≥370Mpa的基礎(chǔ)上,具有優(yōu)異的-40℃低溫沖擊韌性。一般的正火鋼材是在固熔強化的基礎(chǔ)上�,通過沉淀強化和細(xì)化晶粒來進(jìn)一步提高強度和保證韌性���,焊接正火鋼時���,在加熱到高于1100攝氏度以上的熱影響區(qū)內(nèi),如果停留時間較長(即大線能量時)���,實際上破壞了材料原先正火狀態(tài)下的有利組織狀態(tài)和良好的綜合性能�����,使焊縫又恢復(fù)到了正火前的熱軋狀態(tài)��,隨著焊接線能量的增加��,對焊接熱影響區(qū)韌性的損失越來越明顯����。但隨著鋼材冶煉和軋制技術(shù)的進(jìn)步�����,特別是微合金化鋼和TMCP軋制工藝的成熟和普及��,利用TiO、TiN等有效阻止HAZ晶粒粗化��,大副提高鋼材的高溫穩(wěn)定性���,為推廣應(yīng)用雙絲(多絲)埋弧焊等高效焊接技術(shù)提供了保障��。
雙絲埋弧焊接技術(shù)是上世紀(jì)50年代出現(xiàn)的一種高效的焊接工藝���,雙絲埋弧焊電源的類型可以是直流+直流、交流+交流���、直流+交流三種組合�,綜合考慮到焊接工藝性的影響���,本次選擇采用共熔池雙電源雙絲埋弧焊(直流+交流)���,由于兩焊絲靠得很近,可形成一個窄而長的熔池����,以改善熔池的形狀特征,在保持適當(dāng)?shù)暮傅劳庑蔚那闆r下不僅加快焊接速度,而且可以避免電弧磁偏吹的影響�����。
2.試驗材料�����、設(shè)備
2.1 試驗鋼材
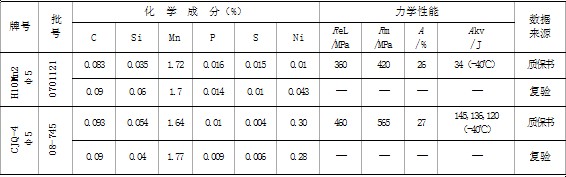
試驗選用近年來在橋梁制造中廣泛使用的Q370qD鋼板���,供貨狀態(tài)為控軋狀態(tài),板厚為44mm��,試驗鋼板的化學(xué)成分及力學(xué)性能分別見表1�����、表2����,經(jīng)過復(fù)驗均滿足標(biāo)準(zhǔn)(GB/T 714-2008)要求。
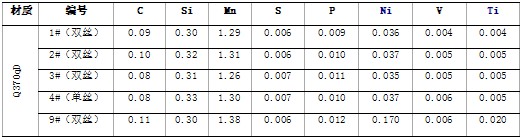
表1 試驗用鋼板化學(xué)成分(%)

表2 試驗用鋼板力學(xué)性能

2.2 試驗焊接材料
結(jié)合Q370qD鋼鋼材冶金合金化元素及以往工程的焊接經(jīng)驗�����,埋弧焊絲分別采用H10Mn2(φ5.0,批號:0701121),CJQ-4(φ5.0��,批號:08-745)�,H10Mn2焊絲是C-Mn系低合金焊絲,與CJQ-4焊絲相比,焊絲中S���、P等雜質(zhì)量稍高��,而Si�����、Mn含量與CJQ-4相當(dāng)��,同時CJQ-4焊絲中提高了Ni含量�。焊接時均匹配焊劑SJ101q���,該焊劑是一種中等堿度的燒結(jié)焊劑�,其堿度系數(shù)在1.7左右����,與該焊劑組合的綜合性能優(yōu)良。焊接材料的化學(xué)成分及力學(xué)性能見表3��。
表3 焊材化學(xué)成分及力學(xué)性能
2.3 試驗焊接設(shè)備
焊接設(shè)備采用新購唐山開元自動焊接設(shè)備有限公司的雙絲埋弧焊機,如圖1所示����。

(a)直流電源ZD5-1250B

(b)機頭MZC-1250M

(C)交流電源BXL-1250
圖1 雙絲雙電埋弧焊設(shè)備
3.試驗過程
3.1 坡口制備
焊接坡口采用對稱X型坡口,坡口鈍邊為8mm���,采用機加工完成�����,具體坡口見圖2。
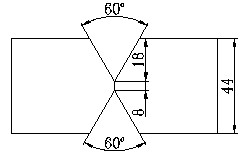
圖2 焊接接頭形式(雙絲埋弧焊技術(shù))
3.2�、 試驗項目及焊接工藝參數(shù)
雙絲埋弧焊接過程中,前絲(直流)��、后絲(交流)共同決定了熱輸入和最終的組織狀態(tài)�,前絲的電流大而電壓小,決定焊道的熔透深度��;后絲的電流較小而電壓較大���,可以保證熔寬和焊縫成型�,要求前后絲參數(shù)必須匹配���。另外�����,從脫渣性及焊縫表面成型考慮�����,選擇絲距為25mm�,前絲向焊接方向傾斜5°以獲得較大的熔深,后絲向焊接方向反向傾斜10°以獲得較寬的熔寬�。編號1#~3#、9#為Q370qD鋼雙絲埋弧焊試件�����、4#為Q370qD鋼單絲埋弧焊試件���。試驗項目及工藝參數(shù)見表4��。
表4 試驗工藝參數(shù)表
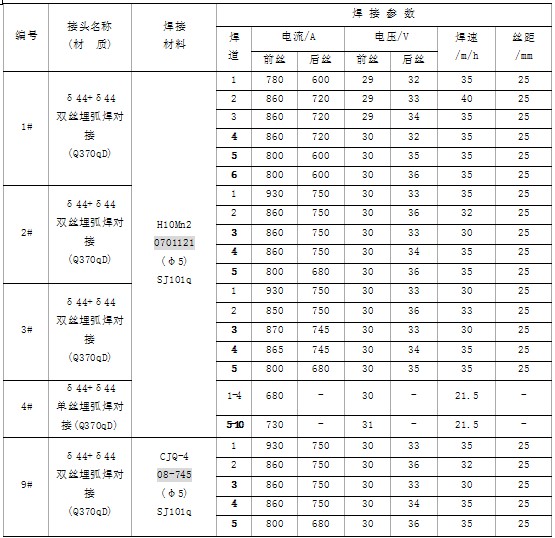
注:焊道數(shù)字加黑為后焊一側(cè)焊道�����,焊前清根處理���。
4.試驗結(jié)果及分析
4.1 焊縫宏觀及微觀金相分析
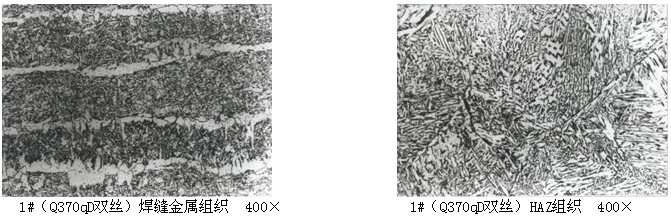
力學(xué)性能試件經(jīng)拋光����、硝酸熱蝕��,進(jìn)行微觀組織分析��,接頭焊縫及HAZ微觀照片見圖3���。通過微觀照片對比分析(見圖3)����,Q370qD鋼(1#~3#試件)焊縫區(qū)的針狀鐵素體所占的比例明顯小于先共析鐵素體的比例��,4#�����、9#試件焊縫區(qū)針狀鐵素體比例稍有加大��。
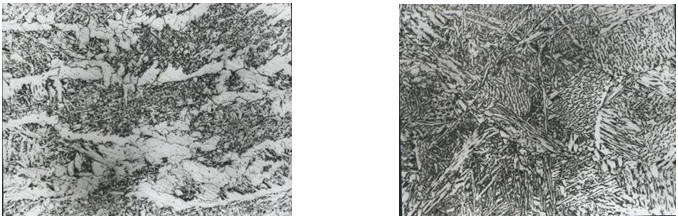
2#(Q370qD雙絲)焊縫金屬組織 400× 2#(Q370qD雙絲)HAZ組織 400×
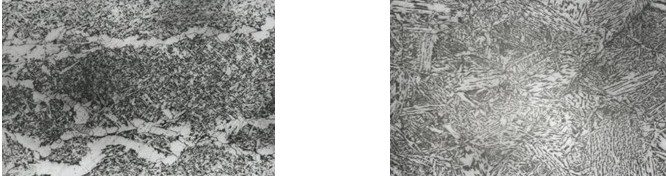
3#(Q370qD雙絲)焊縫金屬組織 400× 3#(Q370qD雙絲)HAZ組織 400×
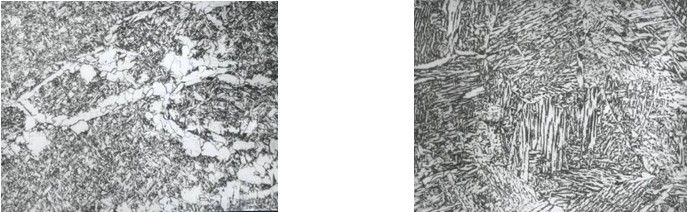
9#(Q370qD雙絲)焊縫金屬組織 400× 9#(Q370qD雙絲)HAZ組織 400×
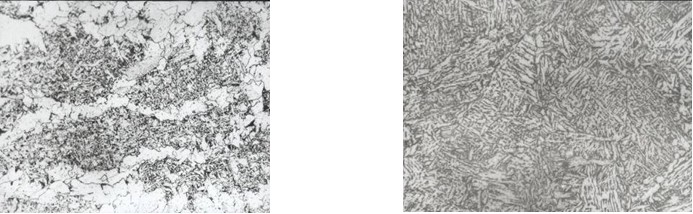
4#(Q370qD單絲)焊縫金屬組織 400× 4# (Q370qD單絲)HAZ組織 400×
圖3 焊縫金屬及HAZ微觀組織(雙絲埋弧焊技術(shù))
4.2 焊縫化學(xué)成分分析
焊縫的化學(xué)成分見表6�����。焊縫化學(xué)成分與母材相匹配�,S、P含量均較低����;對于Ni、V����、Ti三種元素, Q370qD鋼9#試件焊縫Ni含量為1#~3#試件的5倍�。
表6 焊縫化學(xué)成分(%)
4.3 力學(xué)性能試驗結(jié)果
焊縫接頭力學(xué)性能試驗結(jié)果見表7。
表7 焊縫接頭力學(xué)性能試驗結(jié)果
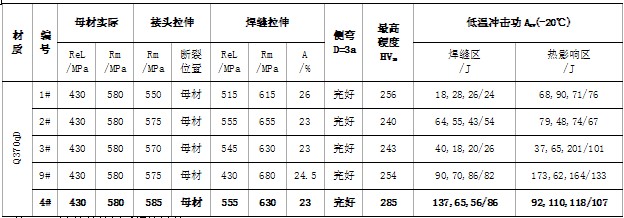
注: 4#試件單絲埋弧焊接試件
對于Q370qD鋼�����,雙絲與單絲埋弧焊焊接接頭的Rm���、ReL�����、A�、HV10max及側(cè)彎試驗結(jié)果均滿足標(biāo)準(zhǔn)要求���,但雙絲埋弧焊1#~3#試件采用H10Mn2配SJ101q進(jìn)行焊接����,-20℃低溫沖擊功Akv平均為34J,小于標(biāo)準(zhǔn)要求的41J�����。主要原因由于Q370qD鋼為Nb元素強化鋼�����,一方面���,雙絲埋弧前絲的焊接電流大�����,導(dǎo)致施焊時焊縫熔合比增大,基材中的Nb元素大量過渡到焊縫中�,擴大了焊縫結(jié)晶溫度范圍,促使焊縫中形成呈帶狀分布的先共析鐵素體���;另一方面�����,由于雙絲埋弧焊的窄長溫度場和雙峰熱循環(huán)的特點����,焊縫在冶金過程高溫停留時間較長、冷卻速度較慢致使產(chǎn)生大量的先共析鐵素體���,這兩種鐵素體的位錯密度較低���,韌性也較差,隨著焊縫中先共析鐵素體的比例增多��,導(dǎo)致焊縫中針狀鐵素體的比例明顯減少��,因此焊縫韌性較差���。而雙絲埋弧焊9#試件��,采用CJQ-4配SJ101q進(jìn)行焊接�,-20℃低溫沖擊功Akv平均為82J����,大于標(biāo)準(zhǔn)要求的41J�����。由于CJQ-4焊絲同1#�����、2#����、3#試件選用的H10Mn2相比�����,S�、P含量明顯降低,且增加了焊絲Ni含量����,Ni元素是奧氏體化元素,固熔在Fe晶格間���,抑制了先共析鐵素體的生成,有利于針狀鐵素體的形成��,從微觀組織上來看,焊縫區(qū)針狀鐵素體比例明顯多于先共析鐵素體���,促使韌性提高����。雙絲焊焊縫熱影響區(qū)的-20℃低溫沖擊功Akv大于標(biāo)準(zhǔn)要求的41J�,但同單絲焊相比稍有下降。
5.結(jié) 語
對于Q370qD鋼用H10Mn2進(jìn)行雙絲埋弧焊焊接����,焊縫的低溫韌性較低,但通過匹配優(yōu)選焊材�,試驗用武漢鐵錨的CJQ-4焊絲焊接,低溫性能優(yōu)良��。以上說明通過焊材的優(yōu)選�����、工藝參數(shù)的調(diào)整在技術(shù)上是完全可行的����。
"歡迎大家轉(zhuǎn)摘!轉(zhuǎn)載須注明中國建筑金屬結(jié)構(gòu)協(xié)會建筑
鋼結(jié)構(gòu)網(wǎng)(www.canada-viagra.com)謝謝合作!"






 :
: 